
2020.09.26
도면 : https://a360.co/3AlKhno
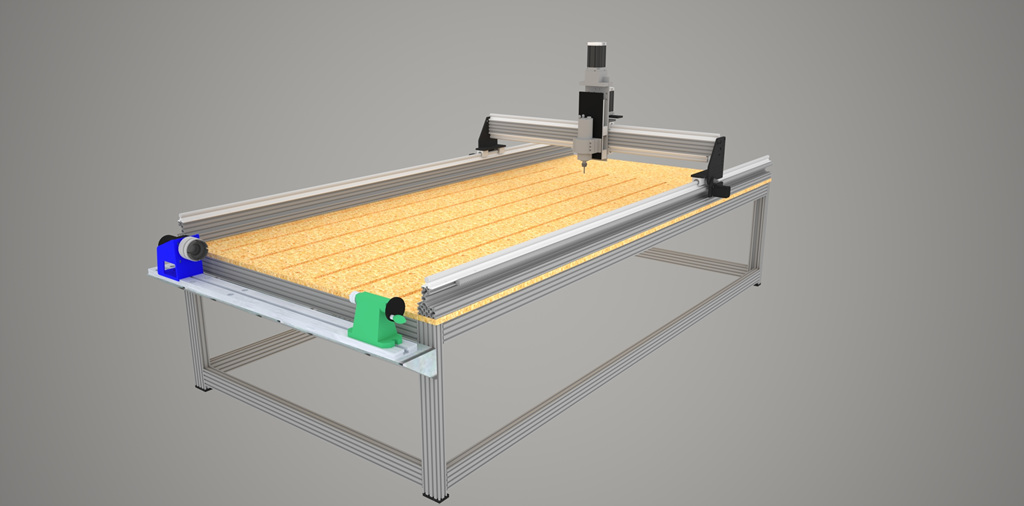
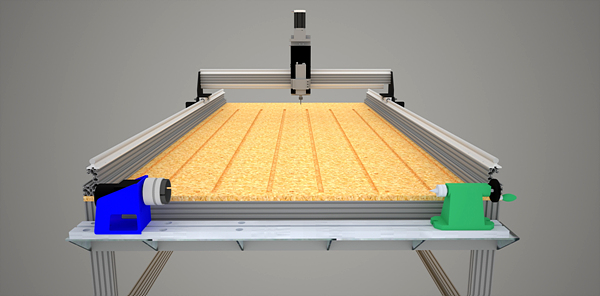
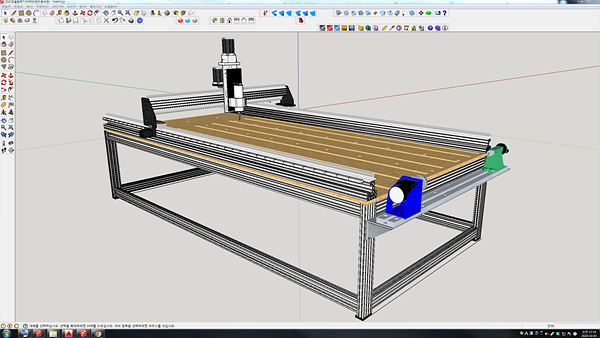
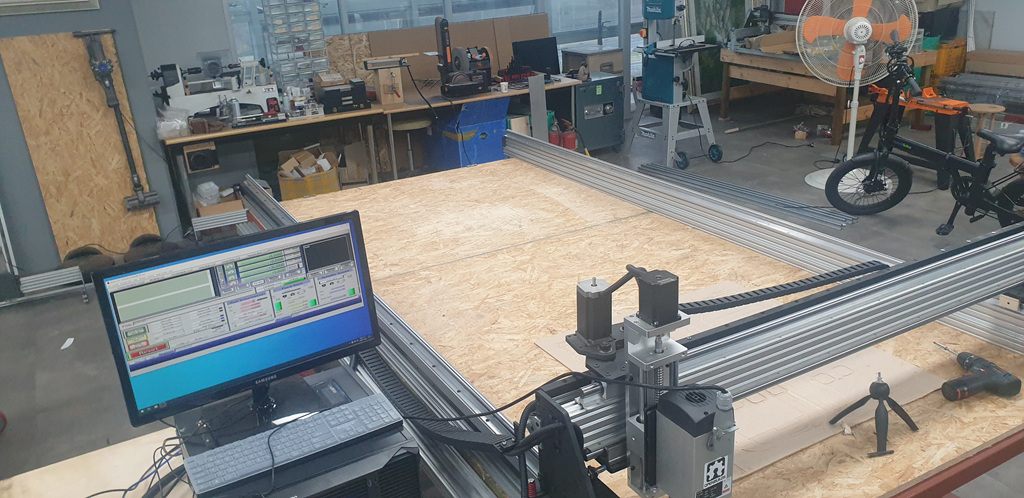
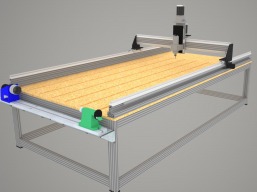
이번에 제작하고있는 제품입니다.
Rack and Pinion 을 사용하는 cnc 입니다.
몇가지 기준을 잡고 만들고 있습니다.
첫쨰 저렴해야 한다.
둘째 조립및분해를 할수있게하여 지하실,옥상,컨테이너에 설치 이동 할수있어야한다.
세째 모든부품을 저렴하게 직접구입및 교체가능하고 단순화하여 직접정비가능하게 한다.
네째 기존 사용하시는분이 업그레이드 가능하게 프레임호환할수있게 한다. 도면은 실측으로 만들면서 수정할부분이 생겨 수정후완료후 오픈하겠습니다.
몇달간 3대 운영상태에서 오류나 하드웨어부분 일부수정중
도면은 4차까지 수정
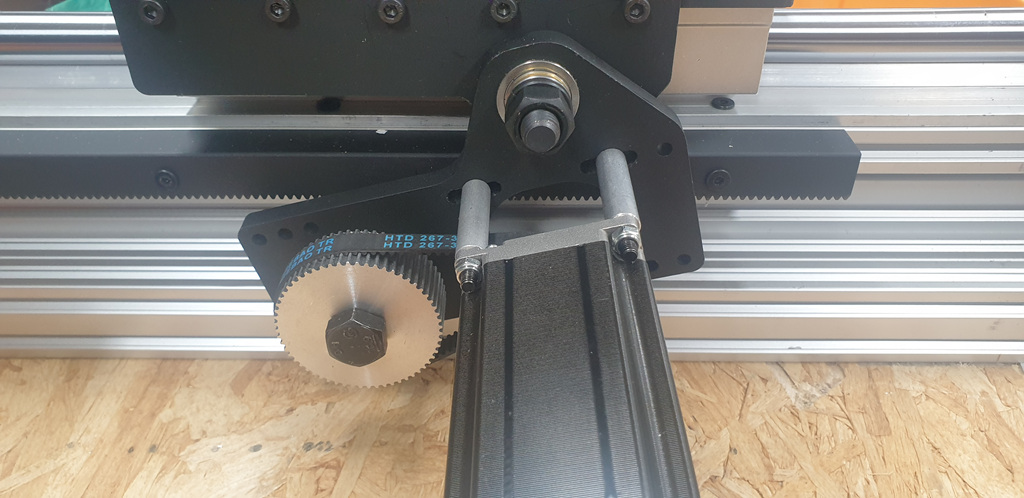
기어렉과서퍼기어는 최종 1.25 나 1.5 로 변경예정입니다.
현재사용 기어는 mod 1.0 입니다.
모드 = 1 3.14mm
모드 = 1.5 4.71mm
모드 = 2 6.28mm
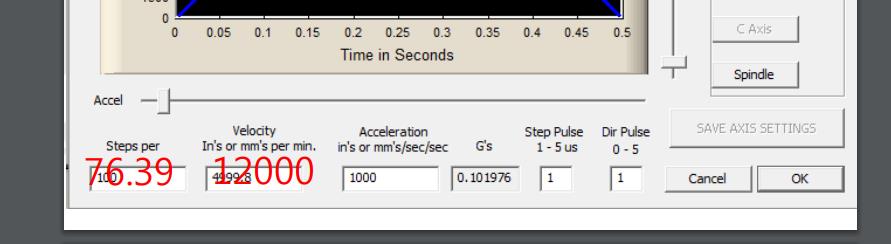
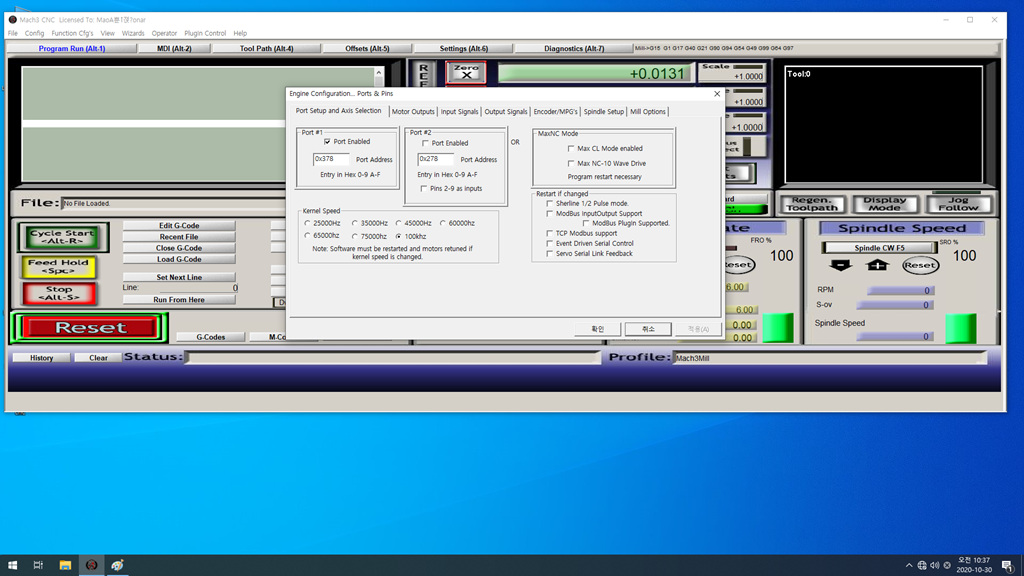
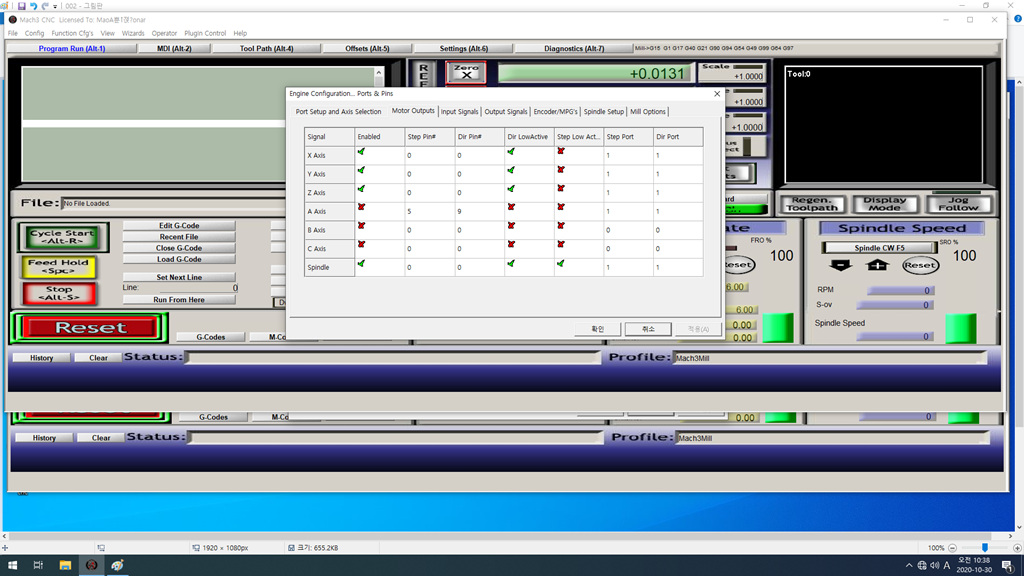
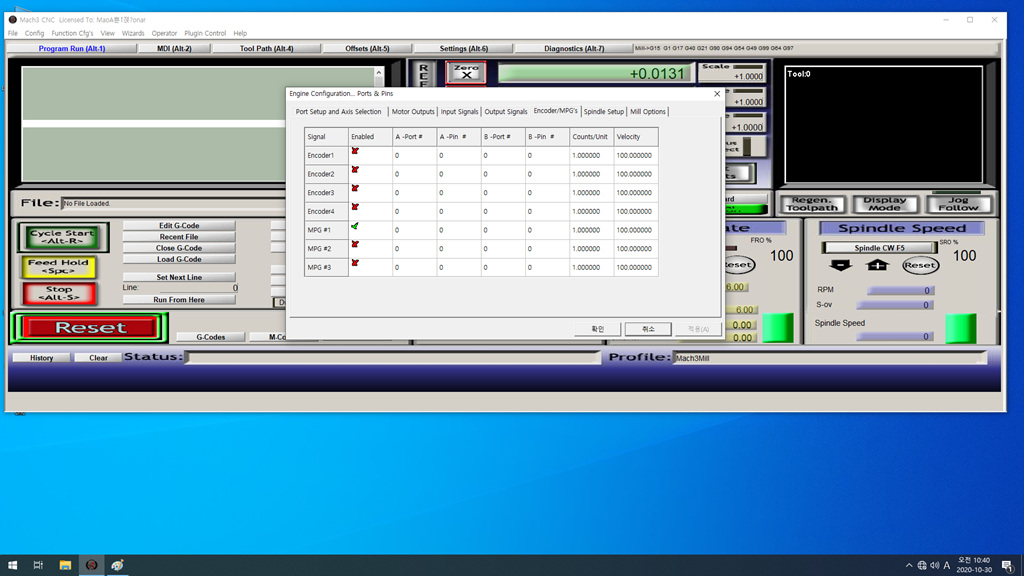
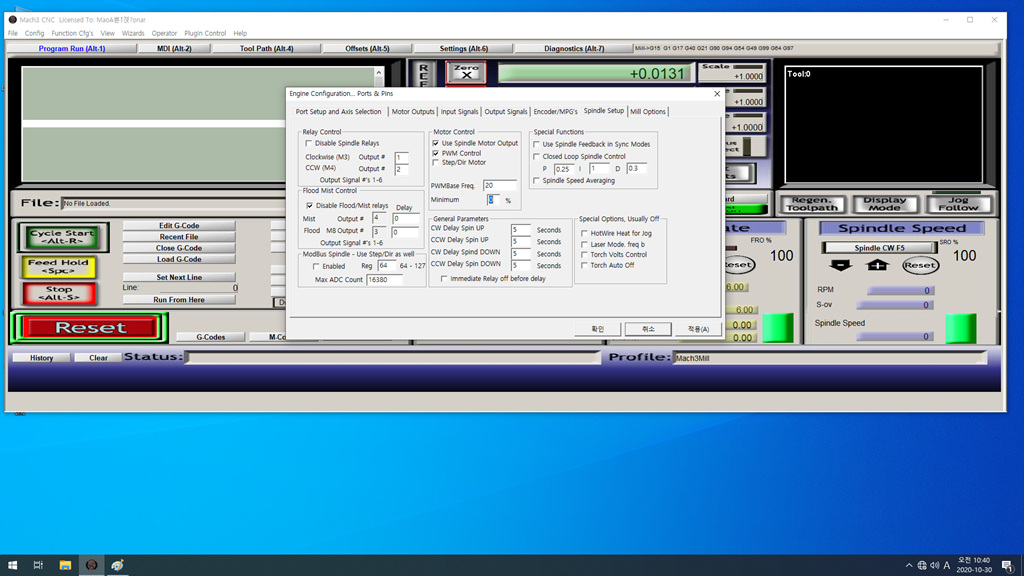
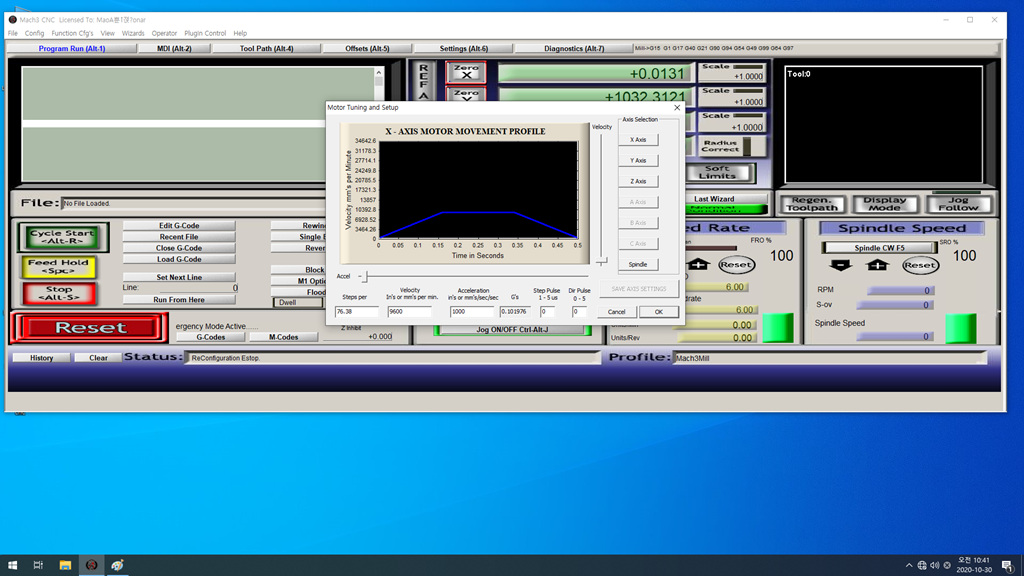
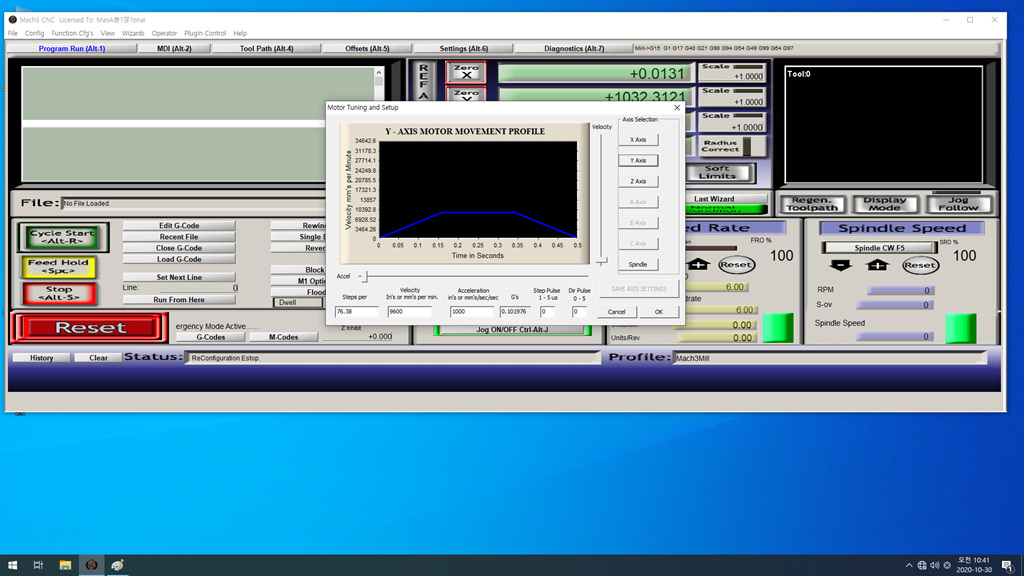
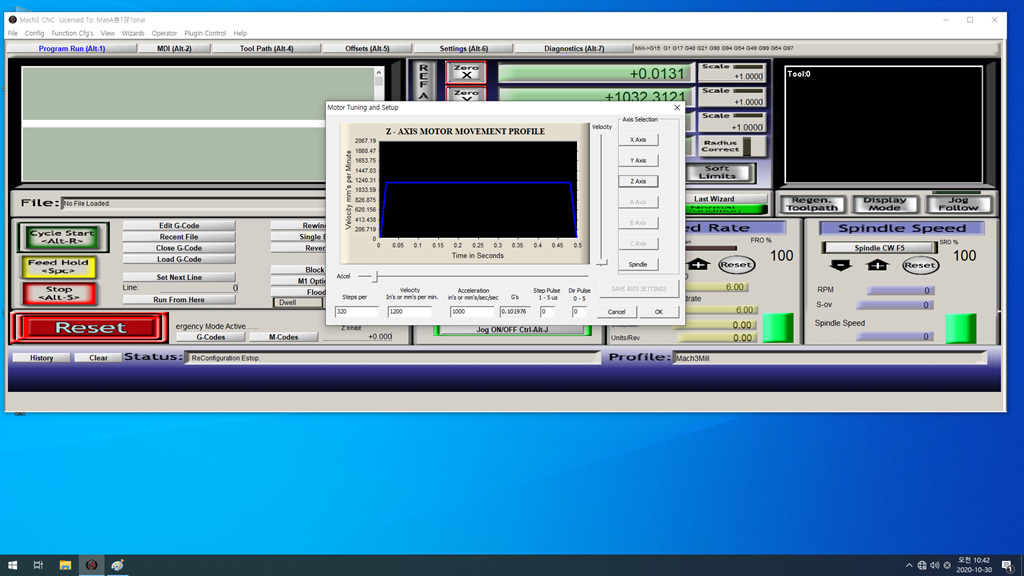
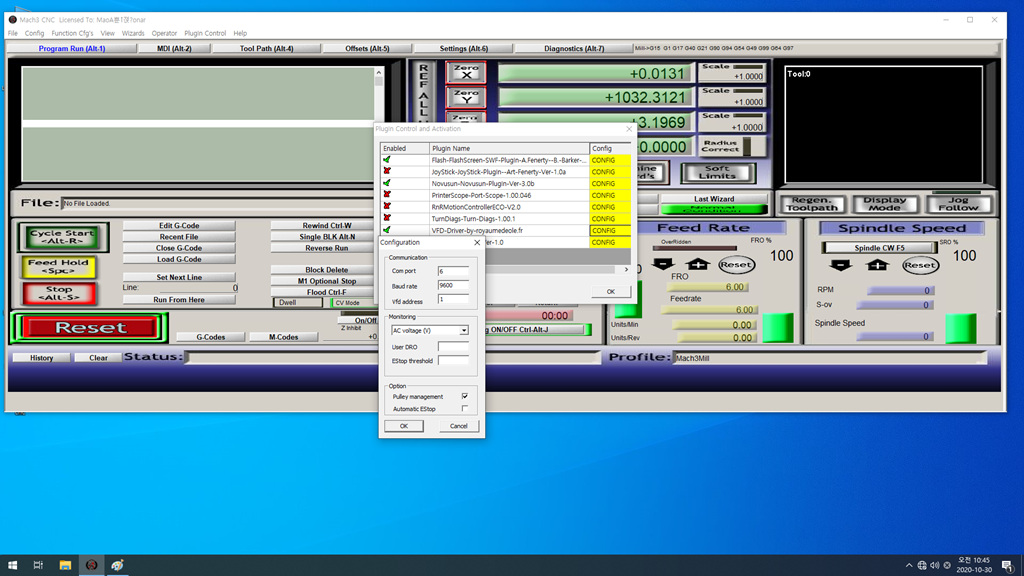
mach3 steps per 입니다.
아래그림은 mach3/moter and setup /에서 setps per를 입력하는 곳입니다.
구하는 공식은 처음 접하면 다소 어렵고 힘들었던 경험이 있어 쉽게 설명을 풀어서 해보겠습니다.
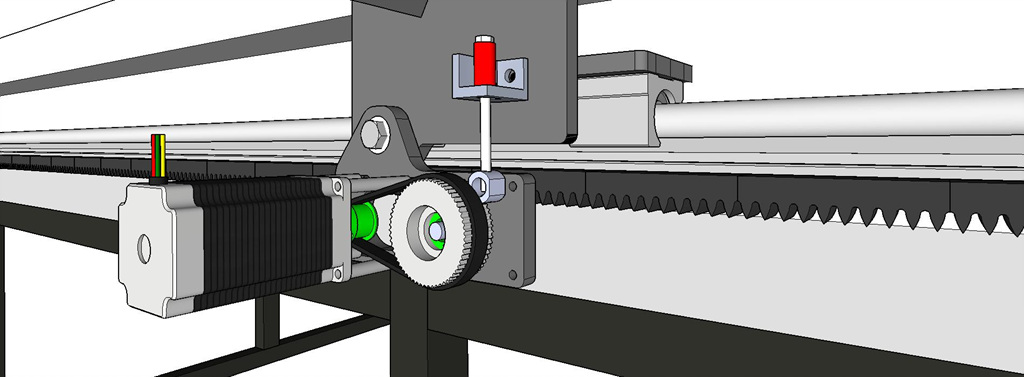
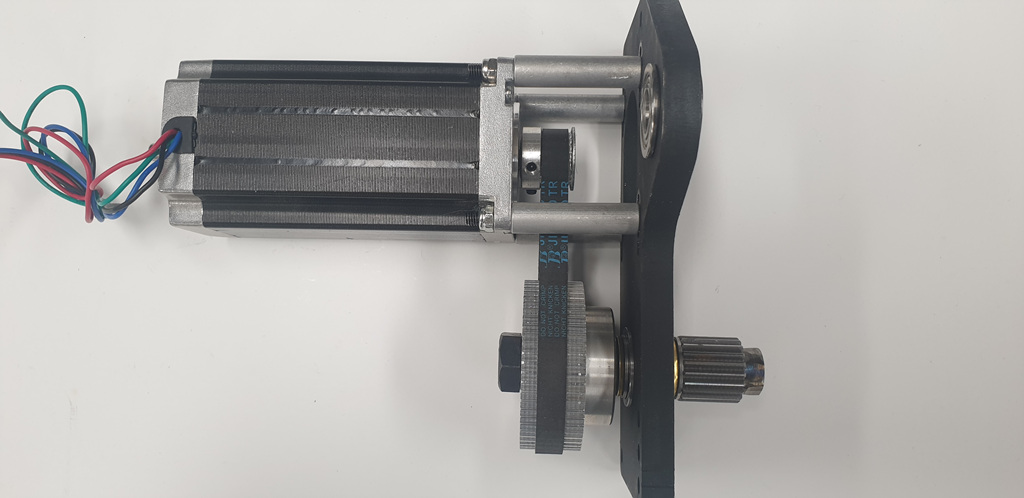
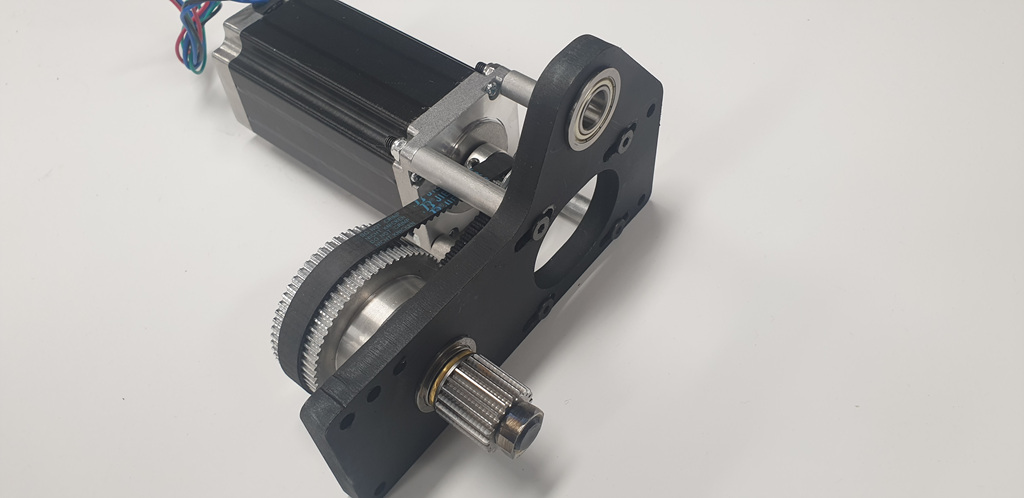
1.먼저 위에서 언급한 mod=1 방식의 rack및 서퍼스기어 입니다.(렉은 길쭉하게 톱니바퀴가 구르는
테이블 역활을 하는것이고 서퍼스 기어는 그위를 모터힘을받아서 구르는 직경22밀리되는 원형톱니바퀴 입니다.) mod=1 치아의 피치 1계수가 3.14 입니다.(치아개수20)
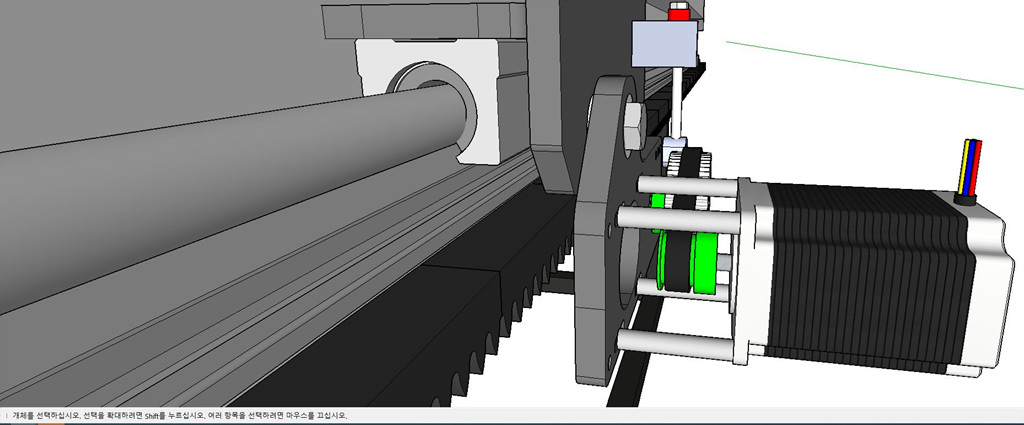
2.모터에서 힘을받아 전달하는 풀리가 있는데
오픈빌드 기어렉방식에서 사용한것은 모터직결연결된 풀리는 피치m3 방식의 치아수20개 풀리입니다. 이풀리의힘을 기어비가 더큰 치아수60개 풀리로 벨트로 연결되었습니다.
서퍼스 직결방식보다 벨트와기어비장점은 벡리쉬감소와작은힘으로큰이동과힘을 내는데있습니다.
3. nema모터는 1.8.도씩 움직이는 각을 가지고 있습니다.1.8도 를
한바퀴회전하는 360 를 200s나누면1.8
200분주 라고합니다.
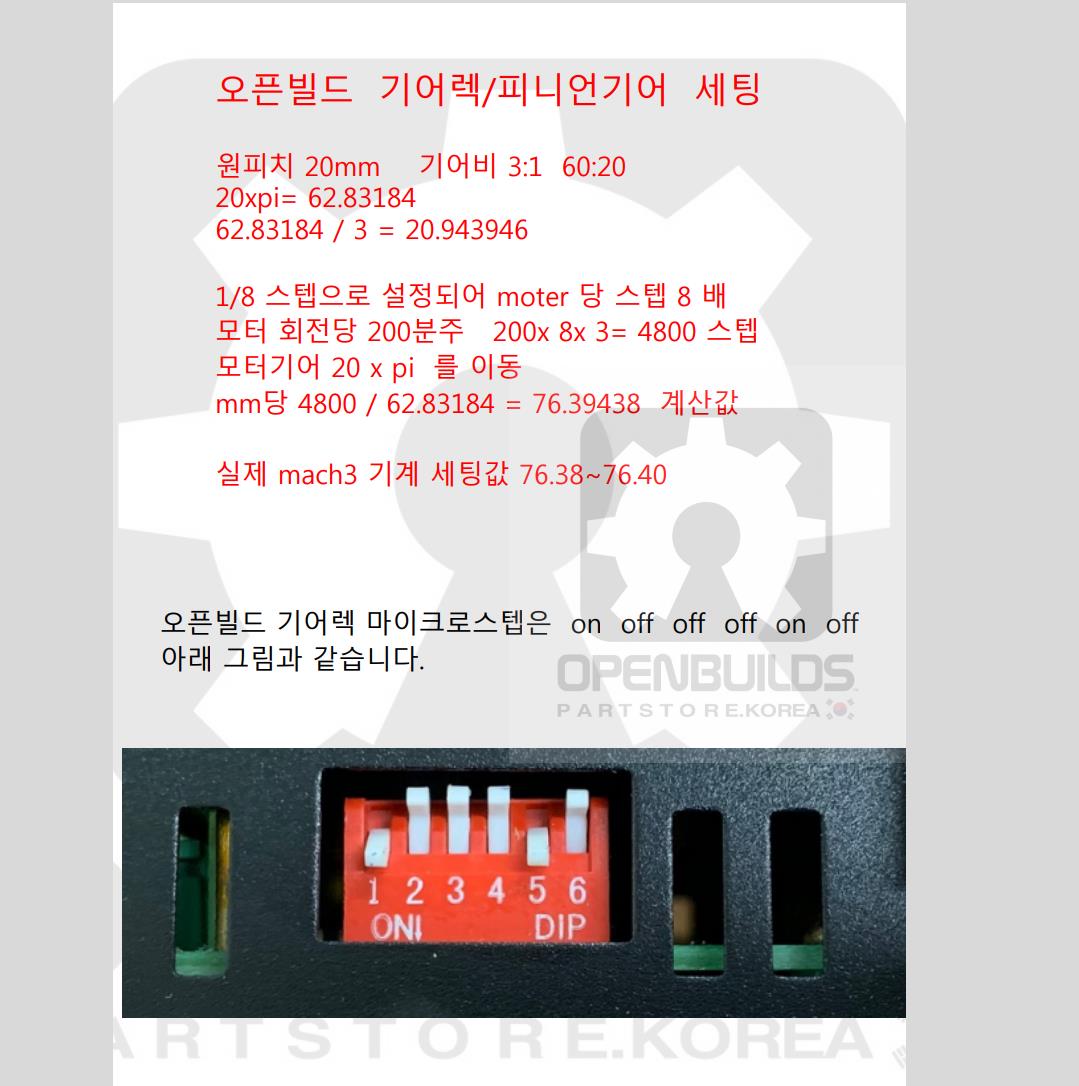
4. 마지막으로 모터드라이브 보드에있는 분주비값은 1/8 세팅하여(사용 드라이브마다 조금씩 다름)
setps per 계산은
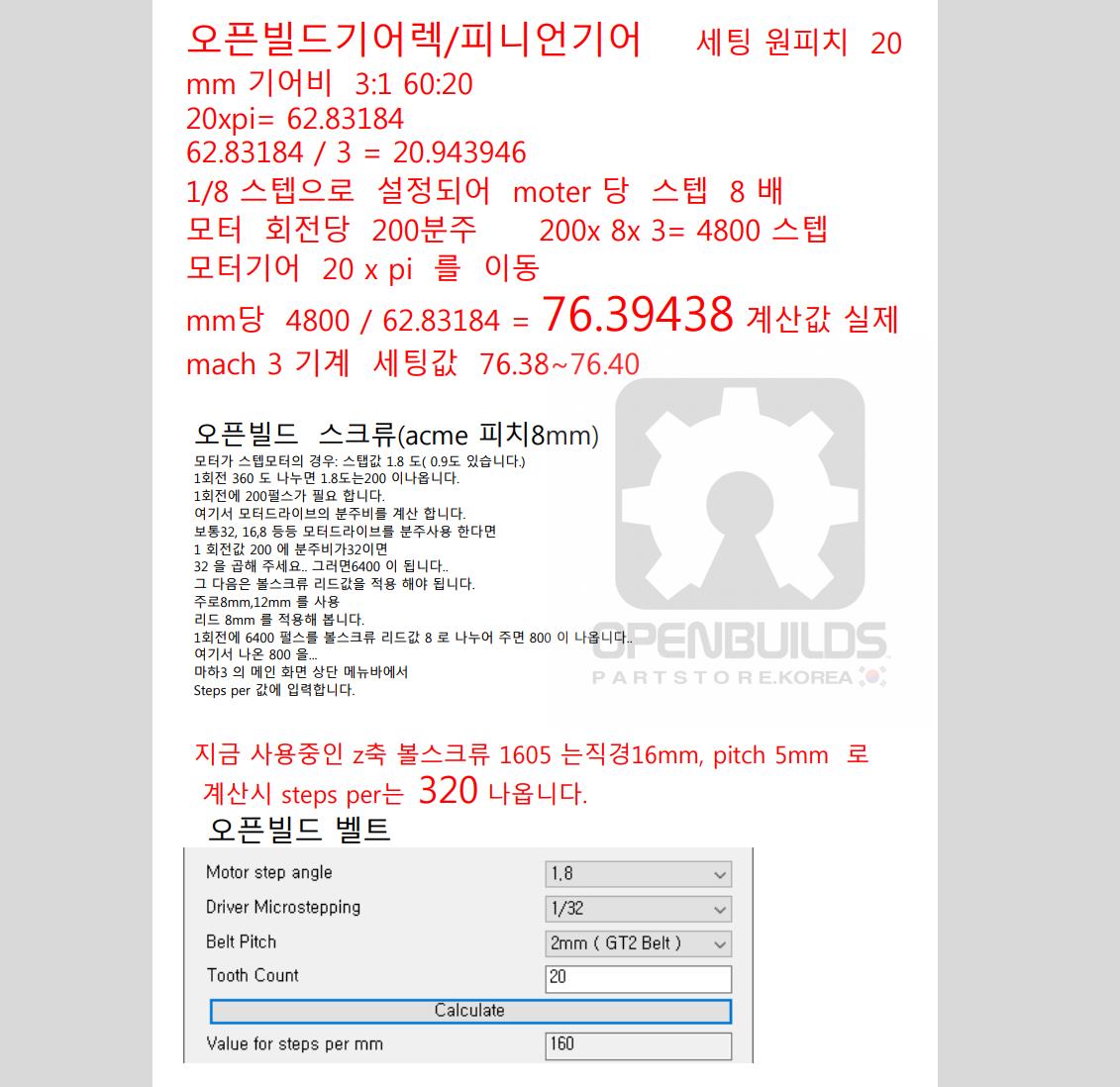
렉및서퍼기어mod =1 3.14파이
풀리기어비 3:1 (치아 60:20)
mod3.14 x 서퍼기어개수(20) = 62.83184
62.83184/ 풀리기어비 3 = 20.943946
스텝8 모터 드라이브사용으로
200분주 x 스텝 8 x 풀리기어비3 =4800 스텝
4800스텝 / 62.83184 = 76.39438 스텝퍼 입니다.
이값을 입력하면 정확한 이동을 합니다.
제품완전 조립후 후보정 프로그램으로 세부0.001단위까지 조정합니다.
아래 다운로드 자료에
mach3 stepper 입력및 nvum b/d 세팅 자료를 pdf로 정리를 해두었습니다.
자작하시면서 필요하시면 연락주세요.

autozero및 스핀들 연결은 시간나는데로
계속 만들면서 업데이트 예정입니다.
2020.09.27
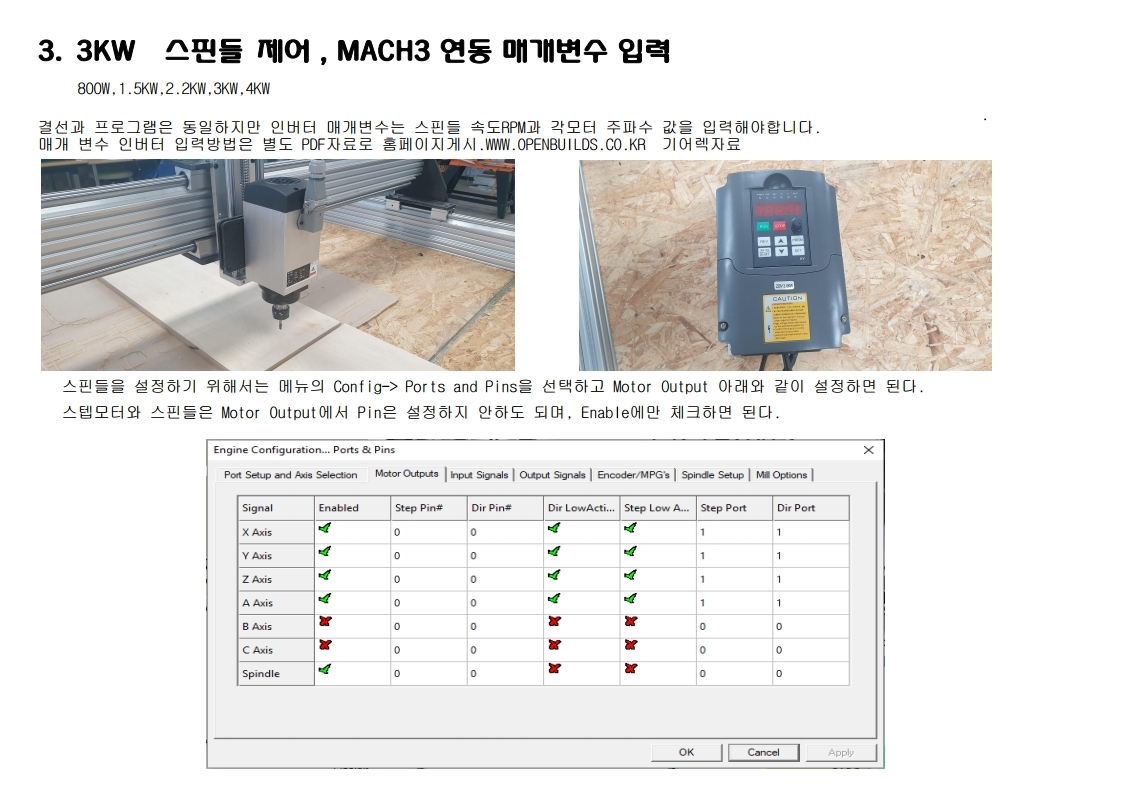
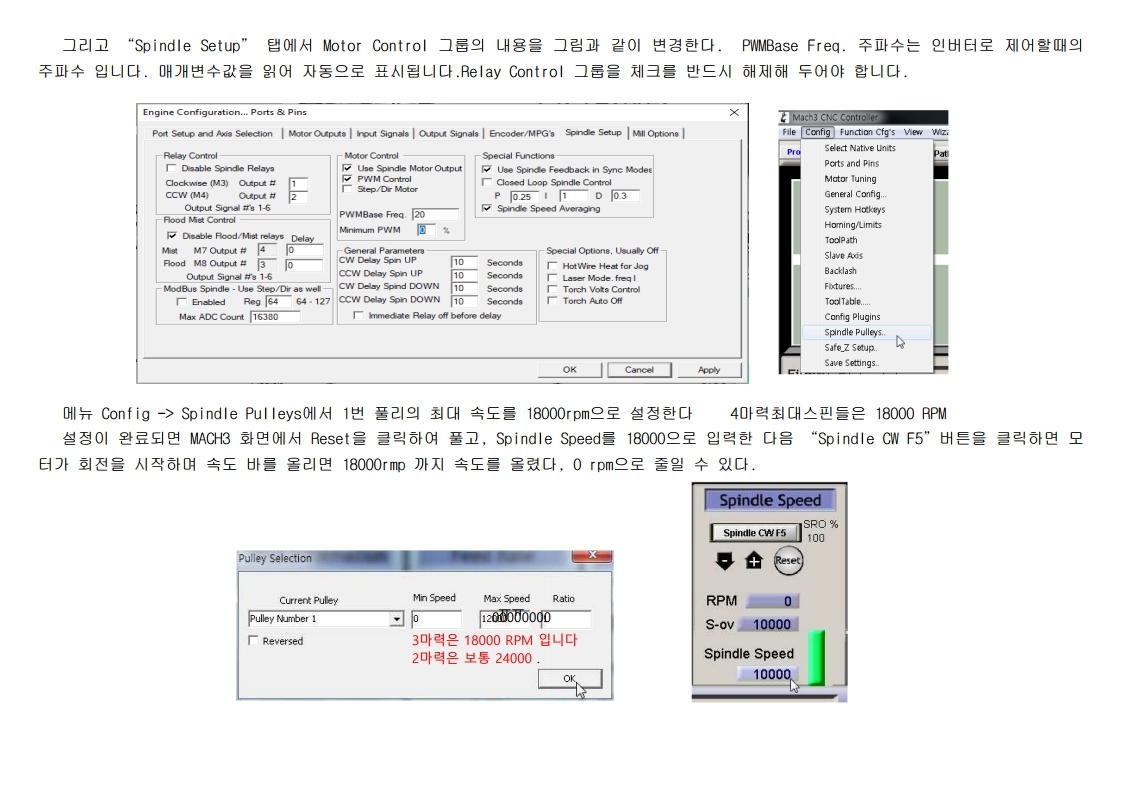
오늘 작업은 (2.2kW,3마력) (3kw,4마력) 공냉식 스핀들과 HuanYang VFD의 배선 및 프로그래밍을위한 것입니다. 이 가이드는 VFD의 패널을 통해 스핀들 제어를 설정합니다. 최적의 사용을 위해 최소한 시작하고 학습 할 때 VFD / 스핀들을 CNC 컨트롤러와 완전히 분리해주세요.
주의:먼저 VFD 매개 변수를 조정하지 않고 스핀들을 작동하지 마십시오. 스핀들이 돌이킬 수 없게 손상 될 수 있습니다.
mach3 와 연동을 위한 매개변수 수정 입력값입니다.
VFD 연결 :
VFD로 종단 할 때 크림프 커넥터를 사용하고 와이어를 스핀들의 터미널에 납땜하는 것이 항상 가장 좋습니다. 단락으로부터 보호하기 위해 항상 열 수축을 사용하여 모든 연결을 덮으십시오.
전원 연결 : 10A 240V에 적합한 케이블을 사용하십시오.
R = 활성
S = 없음
T = 중립
접지 = 접지
스핀들 연결 : 길이로 자르고 케이블 끝을 주석으로 처리하십시오. 그런 다음 케이블을 터미널에 납땜하고 제대로 연결되는지 확인합니다. 완료되면 모든 연결을 열 수축시킵니다.
U = 1
V = 2
W = 3
접지 /접지 = 4
스핀들이 시계 반대 방향으로 회전 하는 경우 VFD 에서 U와 V를 바꾸면 시계 방향으로 회전합니다.
접지 / 접지 터미널 기호는 다음과 같습니다.
mach3 연동 2,2kw 3마력 vfd 매개변수 (출력주파수 400 hz 24000rpm)
참고 : VFD 패널을 통한 mach3연동 스핀들 속도 제어를위한 것 입니다.
최초 초기화하여 아래 매개변수를 모두 입력하여야됩니다.
공장 초기화 Pd013 = 8
실행 명령 소스 Pd001-0 0:자체패널에서조정 1:MACH3 연동제어 1 번으로 세팅하면 연동됩니다.
작동 주파수 소스 Pd002 = 0 0:자체패널에서조정 1:MACH3 연동제어 1 번으로 세팅하면 연동됩니다
최대 작동 주파수 Pd005 = 400 순서에 안맞게 먼저하는 이유는 최대작동주파수 먼저 세팅을 하여야 pd003이 입력됩니다.
주 주파수 Pd003 = 400
기본 주파수 (최대 작동 주파수를 먼저 변경하십시오. Pd005) Pd004 = 400
최소 주파수Pd007 = 0.50
최대 전압Pd008 = 220
중간 주파수Pd009 = 15
최소 전압Pd010 = 8.0
주파수 하한Pd011 = 133.33
가속 시간 1Pd014 = 10
감속 시간 1Pd015 = 10
시작 모드Pd025 = 1
시작 빈도Pd027 = 0.80
정격 모터 전압Pd141 = 220
정격 모터 전류Pd142 = 7
모터 폴Pd143 = 2
정격 모터 Pd144 = 3000
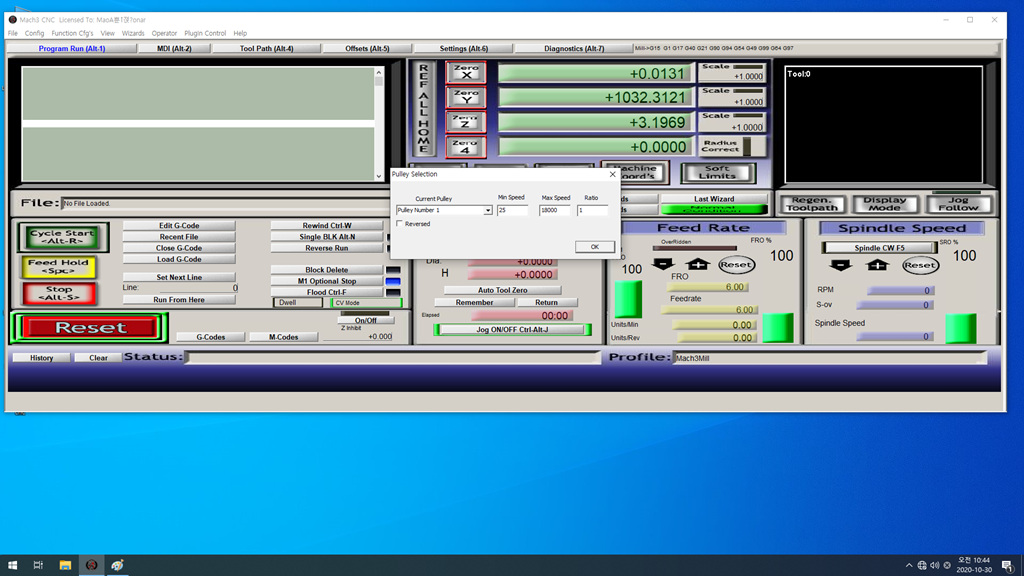
mach3 연동3kw 4마력 vfd 매개변수 (출력주파수 300 hz 18000rpm)
참고 : VFD 패널을 통한 mach3연동 스핀들 속도 제어를위한 것 입니다.
최초 초기화하여 아래 매개변수를 모두 입력하여야됩니다.
공장 초기화 Pd013 = 8
실행 명령 소스 Pd001-0 0:자체패널에서조정 1:MACH3 연동제어 1 번으로 세팅하면연동됩니다
작동 주파수 소스 Pd002 = 0 0:자체패널에서조정 1:MACH3 연동제어 1 번으로 세팅하면연동됩니다
최대 작동 주파수 Pd005 = 300 순서에 안맞게 먼저하는 이유는 최대작동주파수 먼저 세팅을 하여야 pd003이 입력됩니다.
주 주파수 Pd003 = 300
기본 주파수 (최대 작동 주파수를 먼저 변경하십시오. Pd005) Pd004 = 300
최소 주파수Pd007 = 0.50
최대 전압Pd008 = 220
중간 주파수Pd009 = 15
최소 전압Pd010 = 8.0
주파수 하한Pd011 = 133.33
가속 시간 1Pd014 = 10
감속 시간 1Pd015 = 10
시작 모드Pd025 = 1
시작 빈도Pd027 = 0.80
정격 모터 전압Pd141 = 220
정격 모터 전류Pd142 = 8.6a
모터 폴Pd143 = 2
정격 모터 Pd144 = 3000
pd 044 = 1
pd 072 = 300
pd 073 = 133.33
VFD를 켤 때 "»»shift"버튼을 누르십시오. 주파수 메뉴 인 F400.00 (또는 다른 숫자)이 표시되어야합니다. 400.00은 pd005에 의해 설정된 최대 값이고, 최 소값은 pd011에 설정된대로 133이어야합니다 (이보다 낮게 권장하지 않음). VFD는 133보다 낮게 표시 될 수 있지만 실제 스핀들은 133보다 낮게 표시되지 않습니다. 화살표를 사용하여 주파수를 조정하십시오. 스핀들은 실행 버튼을 누른 후에 만 실행되어야합니다. Run을 누르기 전에 속도를 높이고 속도를 낮출 수 있습니다. 속도 단위를 변경하려면 "»»shift"버튼을 누르십시오.
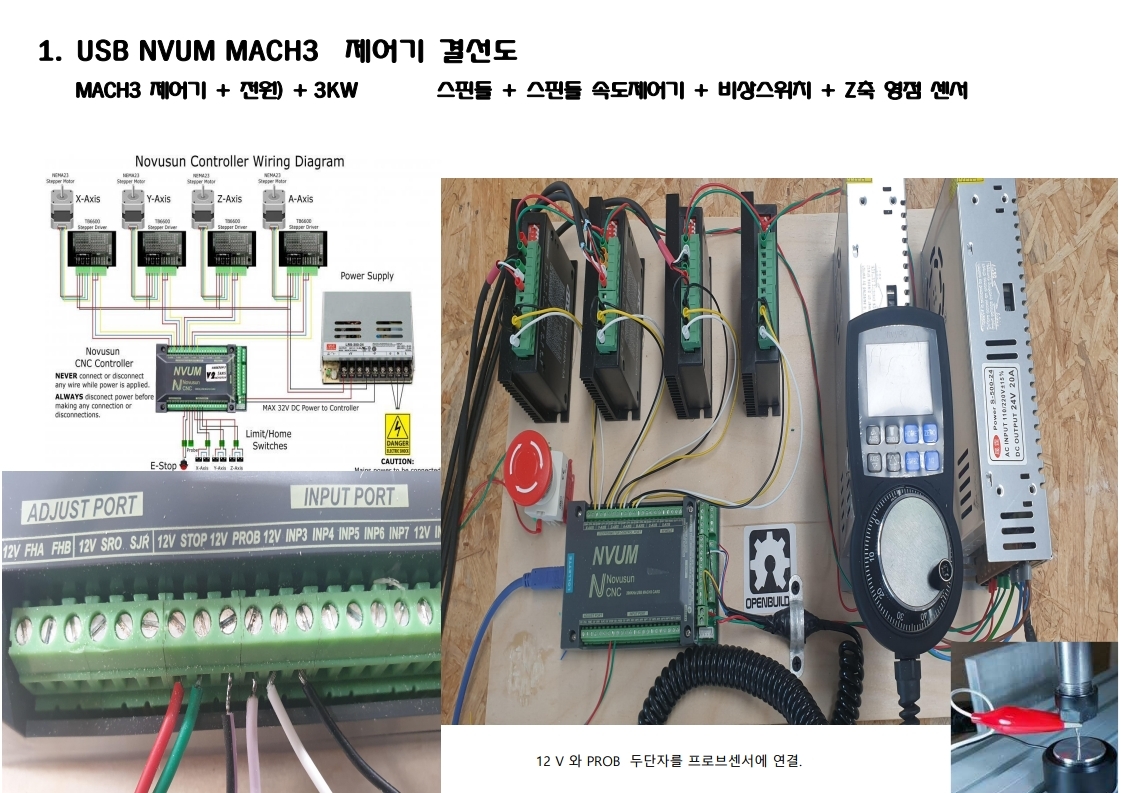
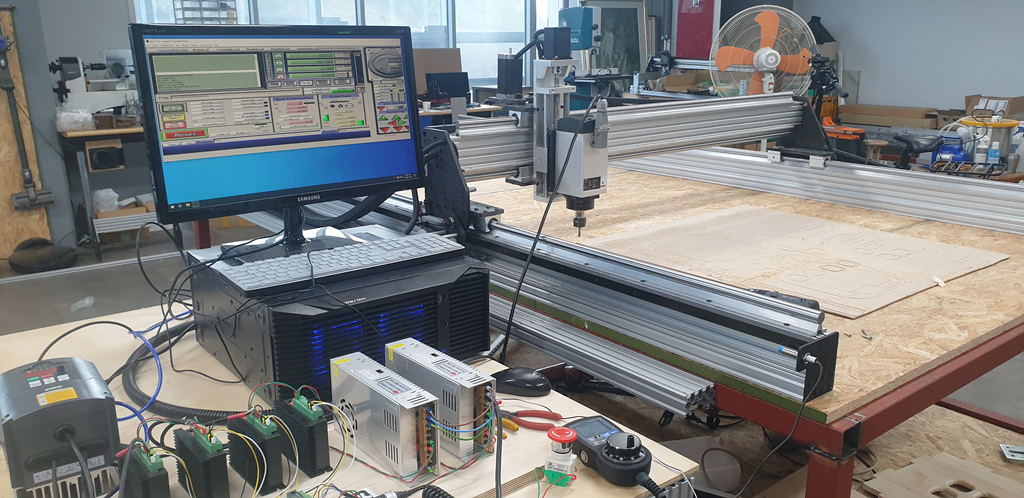
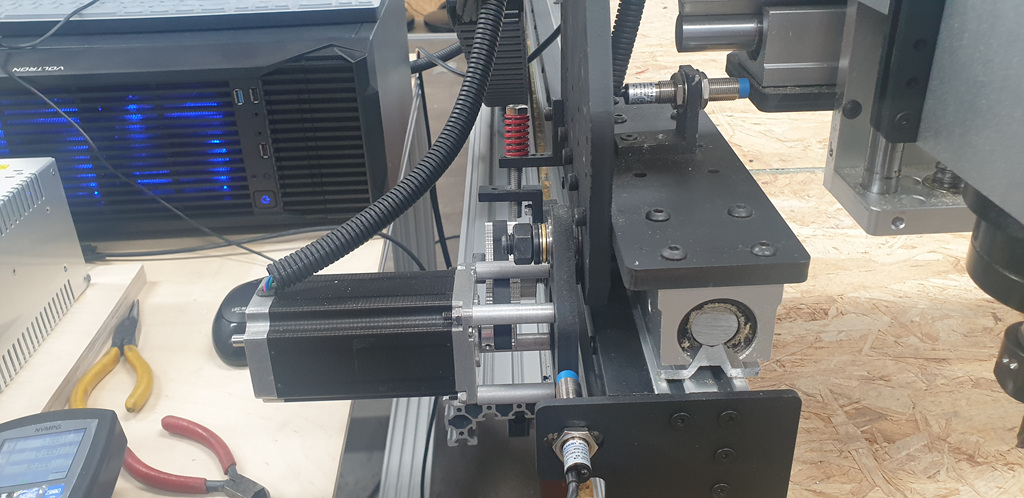
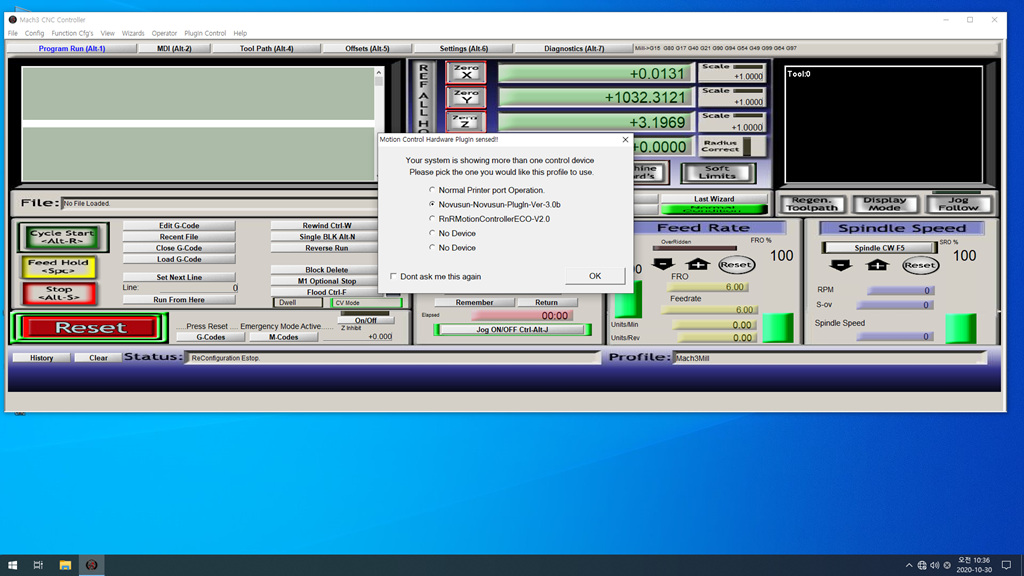
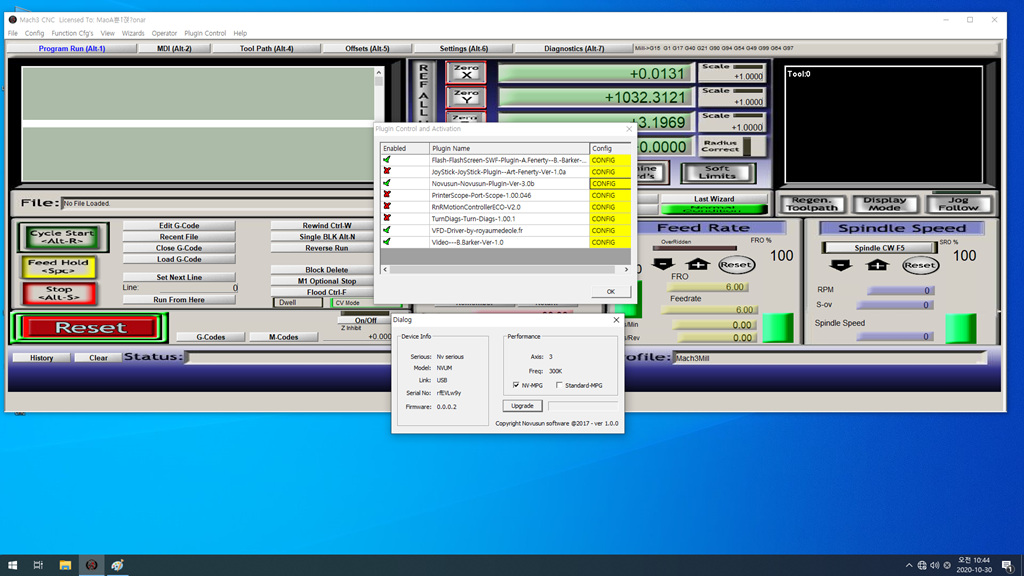
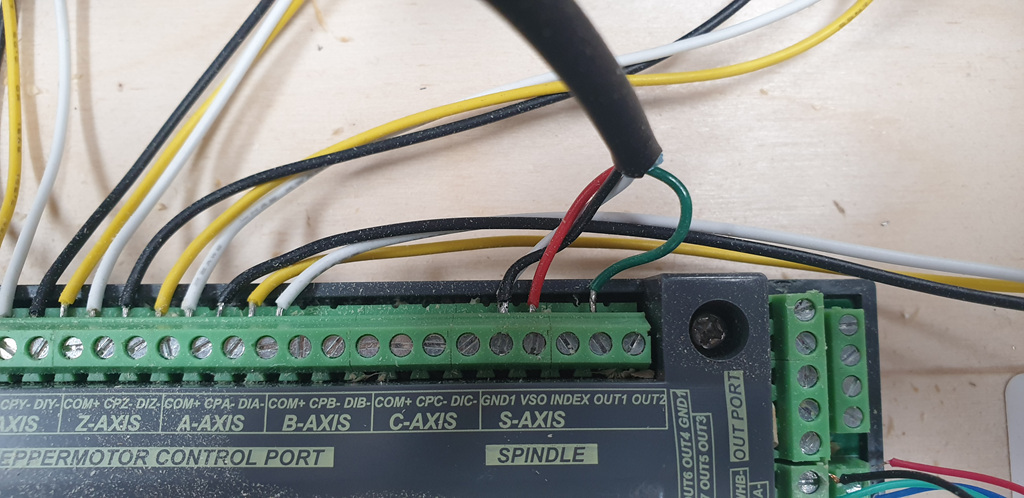
NVUM USB CNC controller + VFD and spindle
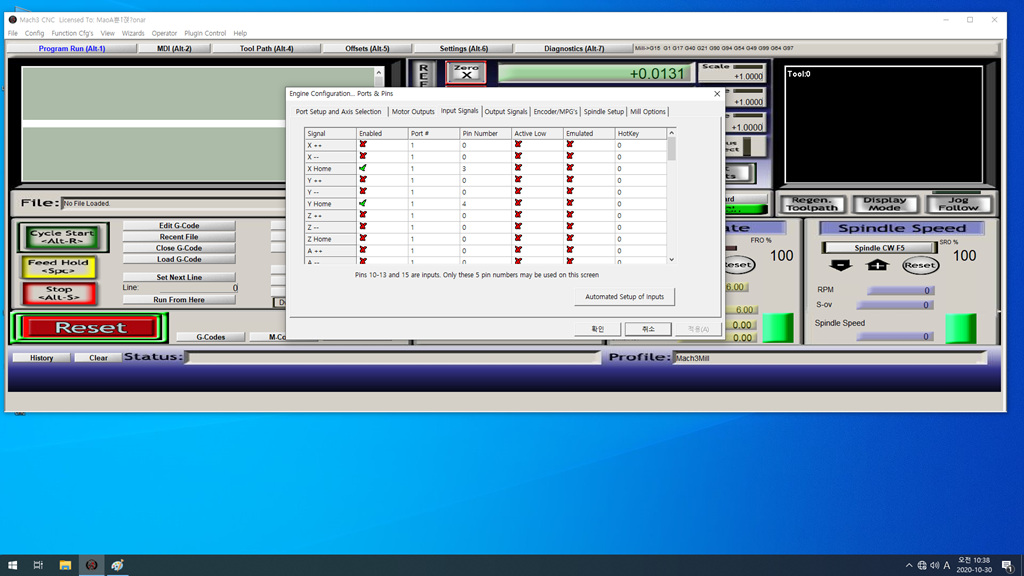
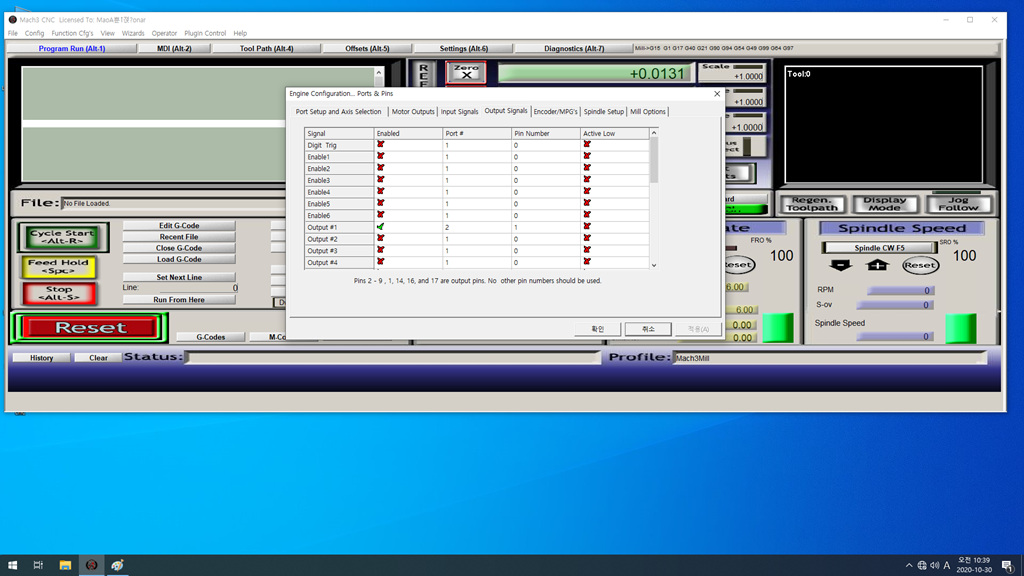
mach3 연동을 위한 배선방법입니다. 두가지 방식이 있는데 먼저
(배선방법과 usb controll )
배선 방법입니다.
usb방식은 부품주문을 해놓은 상태라
나중에 다루겠습니다.(usb 이 돈이들어서 그런지 더간단하네요.)
먼저그림을 참조 하겠습니다.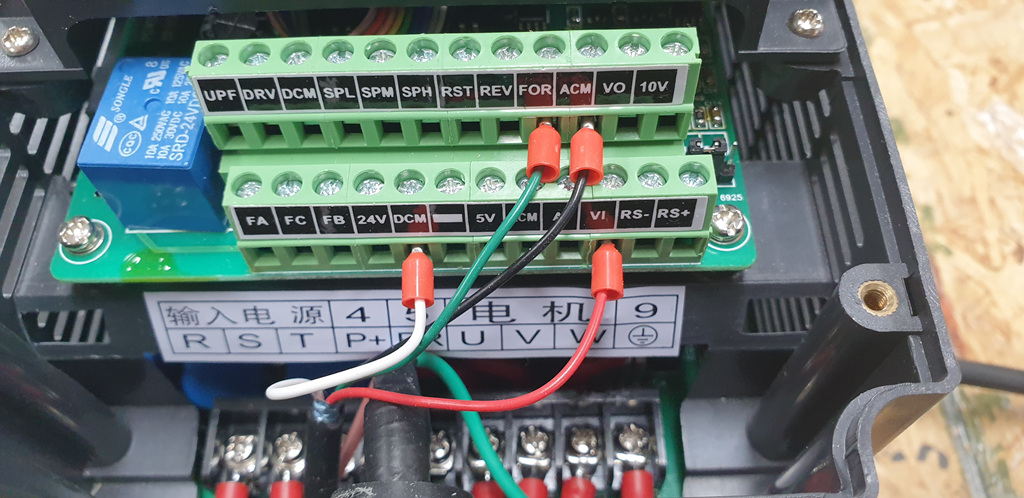
2020.09.29
USB NVUM MACH3
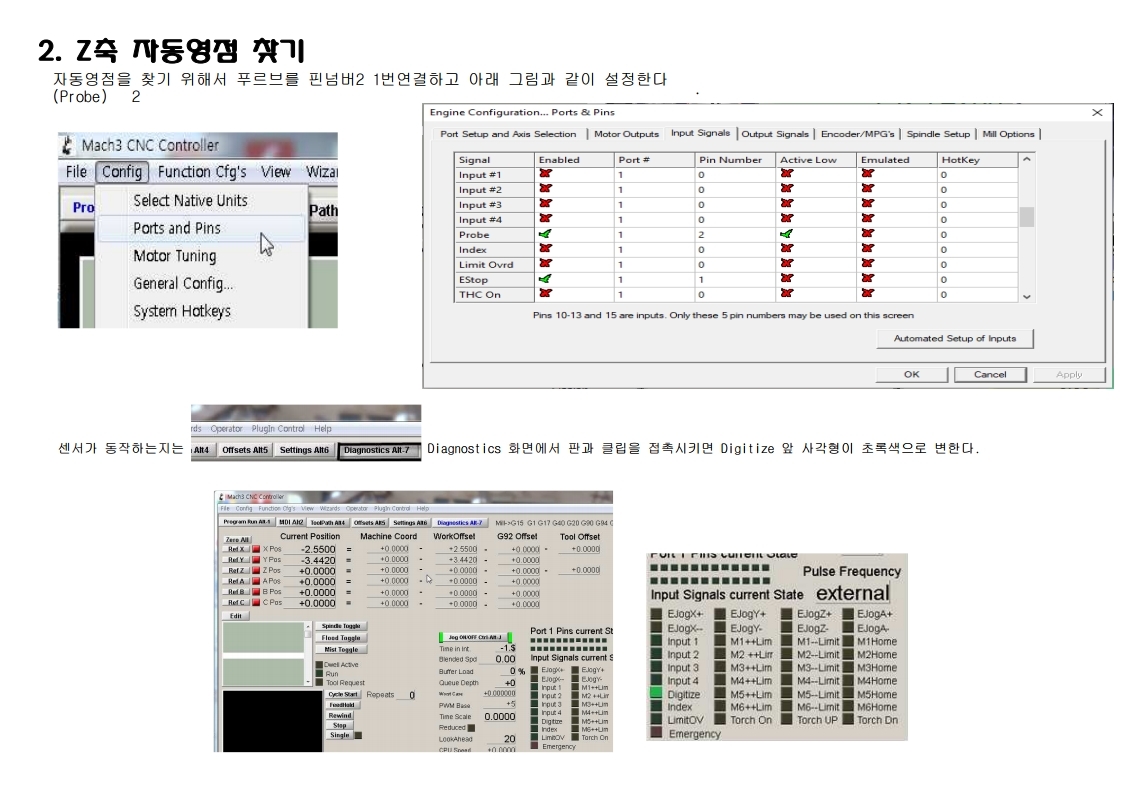



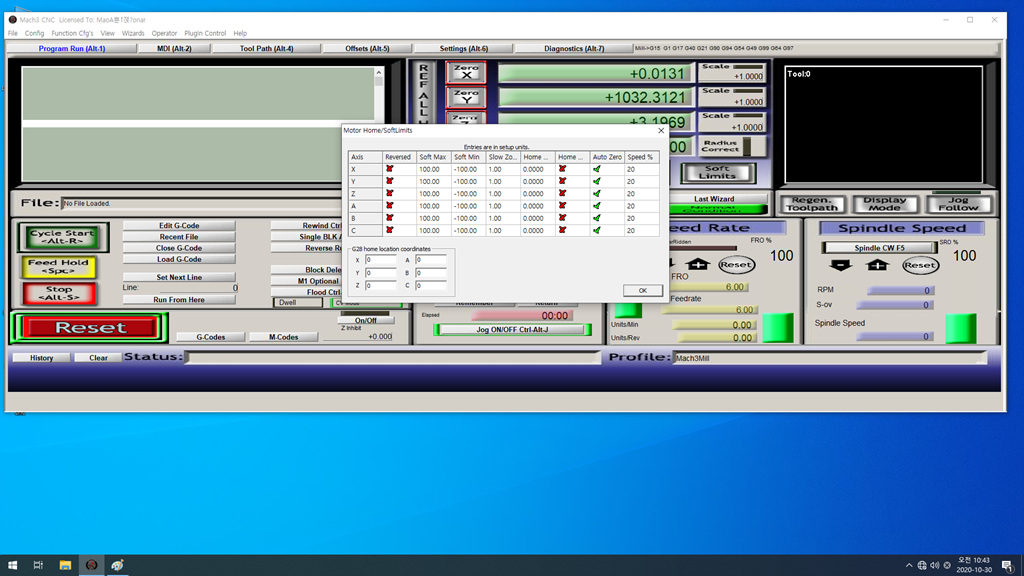
z축 영점세팅후 test
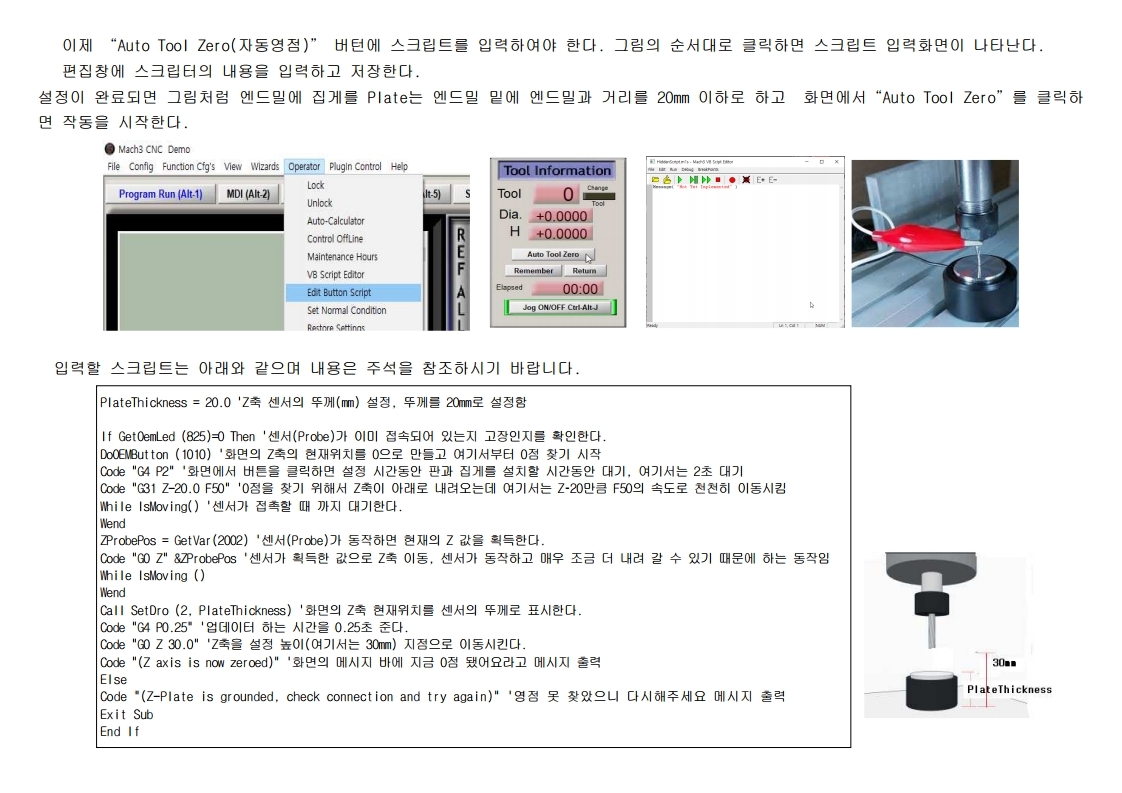
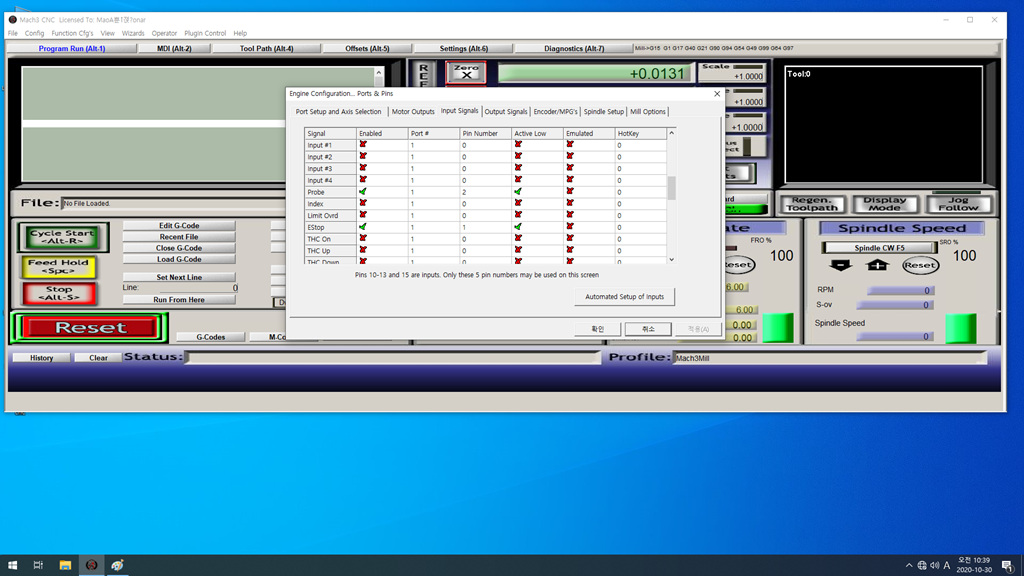
AUTOZERO 센서 스크립트파일 입니다.
PlateThickness = 20.0 'Z축 센서의 뚜께(mm) 설정, 뚜께를 20mm로 설정함
If GetOemLed (825)=0 Then '센서(Probe)가 이미 접속되어 있는지 고장인지를 확인한다.
DoOEMButton (1010) '화면의 Z축의 현재위치를 0으로 만들고 여기서부터 0점 찾기 시작
Code "G4 P2" '화면에서 버튼을 클릭하면 설정 시간동안 판과 집게를 설치할 시간동안 대기, 여기서는 2초 대기
Code "G31 Z-20.0 F50" '0점을 찾기 위해서 Z축이 아래로 내려오는데 여기서는 Z–20만큼 F50의 속도로 천천히 이동시킴
While IsMoving() '센서가 접촉할 때 까지 대기한다.
Wend
ZProbePos = GetVar(2002) '센서(Probe)가 동작하면 현재의 Z 값을 획득한다.
Code "G0 Z" &ZProbePos '센서가 획득한 값으로 Z축 이동, 센서가 동작하고 매우 조금 더 내려 갈 수 있기 때문에 하는 동작임
While IsMoving ()
Wend
Call SetDro (2, PlateThickness) '화면의 Z축 현재위치를 센서의 뚜께로 표시한다.
Code "G4 P0.25" '업데이터 하는 시간을 0.25초 준다.
Code "G0 Z " 'Z축을 설정 높이(여기서는 30mm) 지점으로 이동시킨다.
Code "(Z axis is now zeroed)" '화면의 메시지 바에 지금 0점 됐어요라고 메시지 출력
Else
Code "(Z-Plate is grounded, check connection and try again)" '영점 못 찾았으니 다시해주세요 메시지 출력
Exit Sub
End If
2020.09.30
도면 90프로 정도진행 상태입니다.
1:1 비율로 바로적용할수있는 사이즈입니다.
사진및동영상입니다.
2020.10.02
추석연휴동안 도면 마지막 작업중입니다.
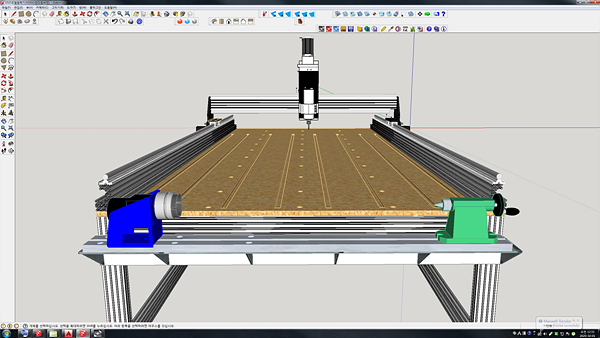
케드와성도면 2d 를 3d 작업으로 변환중입니다.
2020.10.24




마지막 마무리 작업입니다.




2020.10.25
반출전 마지막 세팅작업및동영상
2020.10.30 mach3 최종세팅 (나무 공작소)
http://www.openbuildstore.co.kr/product/detail.html?product_no=132&cate_no=1&display_group=3
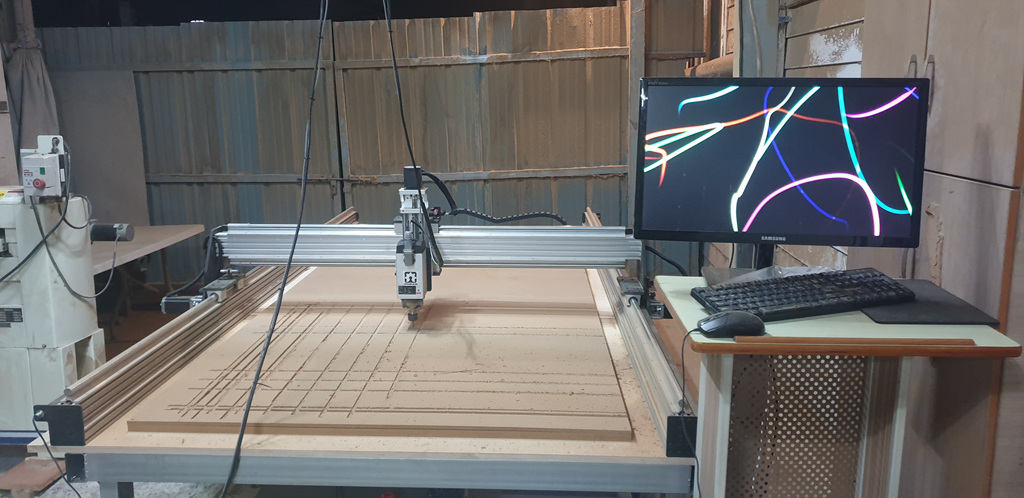
설치후 동영상
설치후 사진

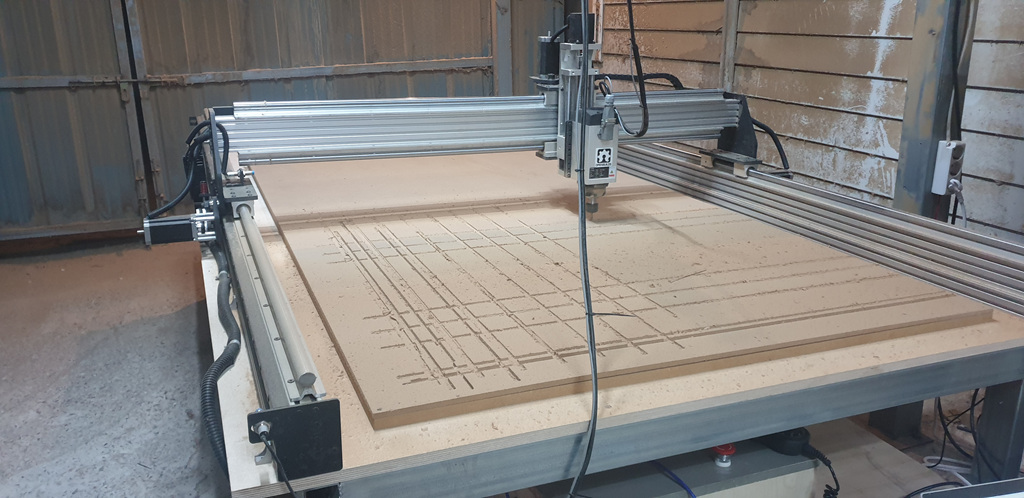
우드슬랩 떡판 면치기



Rack and Pinion 1500X3000
Article in 'X/Y Table Style CNC MILL' published by kiminhan, Aug 16, 2022.
첫쨰 저렴해야 한다. 둘째 조립및분해를 할수있게하여 지하실,옥상,컨테이너에 설치 이동 할수있어야한다. 세째 모든부품을 저렴하게 직접구입및 교체가능하고 단순화하여 직접정비가능하게 한다. 네째 기존 사용하시는분이 업그레이드 가능하게 프레임호완할수있게 한다. 도면은 실측으로 만들면서 수정할부분이 생겨 수정후완료후 오픈하겠습니다.
- Loading...
-
- 빌드진행상황:
-
- 빌드작업진행중입니다.
![[IMG]](http://makerhardware.net/wiki/lib/exe/fetch.php?w=100&tok=475e89&media=electronics:earth_terminal_spindle.png)





© XenZine Articles from Pick a Tutor